В дошедших до нашего времени памятниках
материальной культуры дрезно-сти можно встретить прекрасные
женские украшения, предметы
религиозного культа, изделия бытового назначения, выполненные
из тонких металлических кружев и мельчайших зерен.
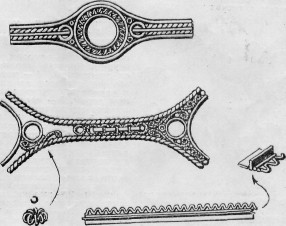
Техника, в которой исполнены
эти поражающие своим изяществом и тонкостью работы вещи, называется
филигранью. Ажурные или наложенные на фон узоры делали из гладкой круглой и развальцованной
в ленточку проволоки или же скручивали несколько проволочек
в жгутик. Иногда орнамент украшали мелкими металлическими шариками,
завершавшими завитки и розетки. Когда из шариков набирали
самостоятельный узор на металлическом фоне, го такую разновидность
филиграни называли зернь.
Первые упоминания о технике
филиграни связаны с Грецией, Этрурией,
Египтом. В VIII—X веках это искусство было завезено
арабскими купцами в Европу,
где получило широкое распространение. Несколько позже —
в X—XI веках — фипигрань появилась на Руси, где стала называться
«сканью» (от русского слова "скать"
— скатывать, скручивать проволоку). Знаменитыми своими мастерами
центрами производства филигранных изделий были античная Греция, Византия,
средневековая Европа, Древняя
Русь, Кавказ, Сирия,
Индия и Китай.
Наиболее древние изделия русских
мастеров ныне хранятся в Москве в Оружейной палате. Это «Шапка
Мономаха» и «Рязанские бармы». Особенно поражает воображение высоким
мастерством исполнения «Шапка Мономаха». Она сделана из золотой скани
в сочетании с драгоценными камнями и собольим мехом.
Начиная с XIV века русские ювелиры
начали обогащать сканный орнамент сур-гучеподобной цветной мастикой,
а в XVI и XVII веках мастику заменила яркая многоцветная эмаль, ставшая
ближайшим и основным
ДЕКОРАТИВНО – ПРИКЛАДНОЕ ИСКУССТВО
С К А Н Н Ы Е -УЗОРЫ
Художник И. МАЛАХОВСКИЙ.
спутником филиграни после драгоценных
камней. Главным центром производства перегородчатой эмали был у нас русский
Север, в том числе широко известный своими художественными эмалевыми изделиями город Сольвычегодск,
В работах современных ювелиров, в
нынешних народных художественных промыслах искусство скани продолжает
свою жизнь, сохраняя традиции знаменитых мастеров Новгорода, Москвы,
Вологды, Великого Устюга, Казани, народов Кавказа, а порой и принимая новые
оригинальные формы. В современных работах, как и прежде, скань
прекрасно сочетается с драгоценными и поделочными камнями, ею украшают
праздничную посуду, шкатулки, множество разнообразных вещей.
В сочетании с другими материалами — эмалью, деревом, чеканкой, рогом,
стеклом, кожей, мехом — сканна отделка выглядит также очень эффектно.
Художники - любители, имеющие некоторый навык в работе с
металлом, вполне могут попробовать свои силы в овладении секретами
сканного мастерства.
МАТЕРИАЛЫ И ИНСТРУМЕНТЫ
В старину
в ювелирном деле для скани брали
нити-проволоки из золота
и серебра. Теперь в предметах
декоративно-прикладного
назначения чаще всего применяют мельхиор и медь.
Обычно приемам мастерства начинают
учиться, используя в качестве материала медную проволоку,
Диаметр ее выбирается в зависимости от замысла произведения,
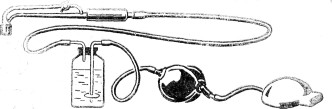
чаще всего в пределах от 0,5 до 2 миллиметров. Выбранную проволоку
необходимо отжечь (температура отжига равна 1/3 температуры плавления
металла). Для этого доста-
точно подрогреть ее на газовой
горелке до темно-красного каления. Затем протравить бухточку
отожженной проволоки в растворе серной кислоты и промыть в проточной
воде.
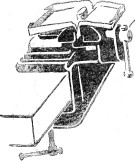
В том случав, когда нет проволоки
необходимого диаметра, а это чаще всего бывает при работа с мельхиором, ее можно изготовить с
помощью волочильной дощечки. Это стальная пластина толщиной 3—5
миллиметров, в которой насверлены последовательно убывающие
(через каждые 0,1 миллиметра) отверстия диаметром от 2 миллиметров
до 0,5 миллиметра.
Для изготовления
волочильной дощечки может быть
использована железка от
рубанка. Ее нужно «отпустить»
— нагреть до синего
цвета побежалости на электроплитке,
остудить вместе с выключенной
электроплиткой и затем
просверлить отверстия.
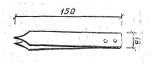
'Необходимый профиль
отверстиям Придается с помощью специально заточенных кернов
(см. рис.).
После этого пластину снова закаливают
— нагревают до желто-оранжевого
цвета паяльной лампой и остужают в холодной воде. Затем
внутреннюю поверхность отверстий шлифуют. Входные конусные
участки обрабатывают алмазной пастой на медной игле, зажатой
в патроне дрели. Средние калибровочные участки отверстий шлифуют,
протаскивая медную проволоку, смазанную алмазной пастой.
Чтобы получить необходимый диаметр
металлической нити, отожженную проволоку протягивают через последовательно
убывающие фильерные отверстия. Ее смазывают солидолом и тянут,
захватив плоскогубцами. После прохода каждых трех-четырех отверстий
и перед скручиванием проволоки нужно повторять отжиг, так
как проволока на-гартовывается.