|
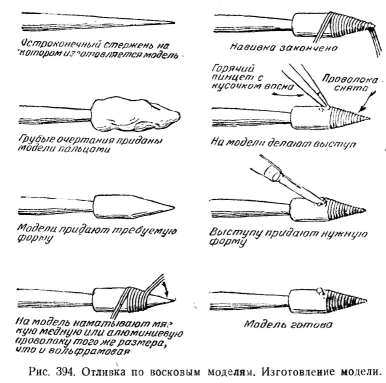
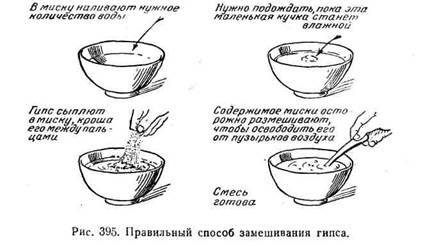
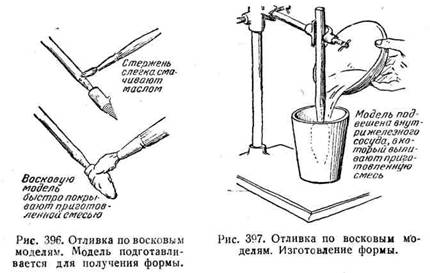
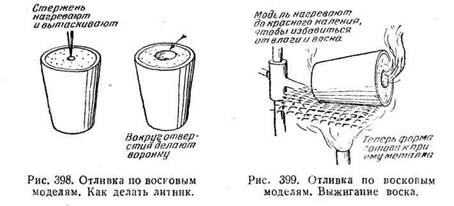
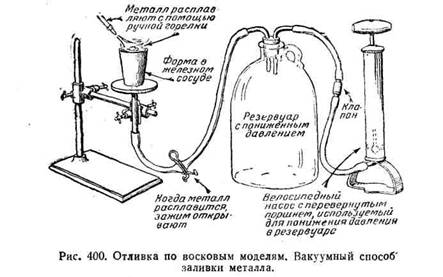
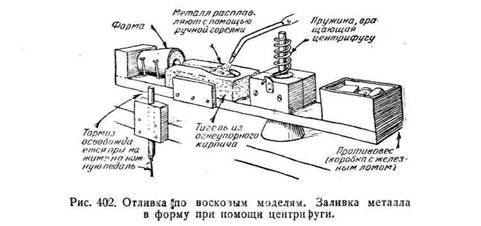
Дж. Стронг "Практика современной физической лаборотории". Глава XV ФОРМОВКА И ЛИТЬЁ Процесс формовки и отливки металлов очень мало изменился за всё время своего существования. Изменения затронули только обслуживающие аппараты, но сущность процесса осталась той же, какой была во времена доисторического человека. Процесс отливки металла казался удивительным искусством тем, кто никогда им не занимался, а специалисты ревностно охраняли секреты своего ремесла, чтобы другие не узнали, как оно несложно. Цель этой главы — познакомить читателя с деталями процесса отливки металлов. Только немногие лаборатории имеют оборудование для работы с расплавленным металлом, так что экспериментатор часто бывает вынужден пользоваться услугами специальных литеен. Однако в большинстве случаев экспериментатор имеет возможность изготовить в своей лаборатории модель, по которой будет сделана отливка. Этим он уменьшает расходы, так как затраты на изготовление модели в литейной могут во много раз превысить стоимость самой отливки. Для того чтобы правильно изготовлять свои модели, экспериментатор должен иметь представление обо всём рабочем процессе литья. Отливка по восковым моделям. Имеется два метода отливки металлических изделий: отливка по восковым моделям и отливка в песочных формах. Первый метод заключается в следующем. Восковую модель покрывают песком и огнеупорной глиной и затем обжигают, освобождая форму от воска. Получается готовая форма для заливки металла. Таким методом пользуются при отливке скульптур, золотых зубов, инкрустаций и во всех других случаях, когда требуется только одна отливка; ибо очевидно, что по олной модели можно отлить таким способом только одно изделие. Отсюда название метода «потеряный воск». Особенно удобно отливать таким путём небольшие детали неправильной формы из золота, серебра и платины. Экспериментатор, обычно, не любит изготовлять такие изделия из твёрдого металла, так как при этом приходится собирать стружку и опилки, которые слишком дороги, чтобы терять их. Преимущество метода отливки по восковым моделям состоит в том, что модель можно сделать сколь угодно сложной, независимо от наличия выемок. Елинственно, о чём следует позаботиться, это об устройстве отверстий для заливки металла и выхода воздуха. При отливке пустотелых скульптур внутренний сердечник обычно поддерживается в форме стержнями из того же металла, из какого должна быть отлита статуя. Материал, идущий на изготовление моделей, состоит из смеси пчелиного воска и парафина. Его можно получить уже приготовленным или без труда изготовить самому, так как пропорция воска и парафина не является строгой. Полученную смесь сначала размягчают, подогревая до тех пор, пока она не сделается пластичной, и затем лепят из неё руками грубую модель. Окончательная форма придаётся модели с помошью любого острого инструмента (рис. 394). Если мастер срезал во время обработки модели слишком много воска, то, взяв пинцетом кусочек воска и разогрев его в пламени, он может заполнить им нужное место, исправляя тем самым допущенную ошибку. На рис. 394 показано, как изготовляется оправка для намотки вольфрамовой спирали, используемой при испарении металлов. Этот пример выбран потому, что нарезать на оправке двойной спиральную канавку с помощью токарного станка весьма трудно. Из рисунка видно, как легко изготовить восковую модель такой оправки. Маленькие модели укрепляют на конце небольшого стержня. Чтобы снять модель, к стержню прикладывают кусок горячего металла; когда стержень достаточно нагреется, воск начнёт таять и модель соскользнёт с конца стержня. Для этой цели полезен инструмент, подобный описанному в главе, посвященной изготовлению кварцевых нитей. Когда модель закончена, её насаживают на заострённый металлический прут, который поддерживает модель во время изготовления формы. Затем прут вытаскивают и в форме остаётся канал, или литник, для заливки металла. На рис. 394 показано изготовление модели непосредственно на заострённом пруте, который одновременно служит для получения литника. То, что прут доходит до самого кончика модели, является, разумеется, особенностью лишь данного примера. Объясняется это тем, что воск сам по себе вряд ли оказался бы настолько прочным, чтобы выдержать навивку проволоки. Если требуется отлить изделие из свинца, гарта, баббита, олова и его сплавов, припоя или других подобных металлов, то форму можно делать из гипса. Если же предстоит отливка изделий из золота, серебра, меди, латуни или других металлов с высокой температурой плавления, то для изготовления формы следует воспользоваться специальным материалом, применяемым дантистами. Материал этот смешивается с водой и твердеет в течение одной минуты. Замешивают его так же, как и гипс (рис. 395). В миску наливают некоторое количество воды и всыпают в неё порошок, кроша его между пальцами до тех пор, пока порошок не достигнет уровня воды. Пока весь порошок не будет насыпан, смесь размешивать не следует. Если в центре миски над водой осталась небольшая кучка порошка, то нужно подождать, пока она сделается влажной, и затем осторожно размешать содержимое миски, чтобы освободить его от пузырьков воздуха. После этого с помощью мягкой кисти осторожно покрывают модель приготовленной смесью (рис. 396). Прежде чем покрывать модель, прут, на котором она держится, слегка смачивают маслом, чтобы предотвратить прилипание к нему смеси. Затем быстро помещают модель внутрь специального сосуда, куда выливают содержимое миски. Пока смесь не затвердела, модель поддерживают при помощи штатива (рис. 397). Сосудом, в котором получают форму, может служить аккуратно отрезаный на токарном станке кусок трубы. Дантисты пользуются усечённым конусом (наклон 5—10°), причём дном служит меньшее основание. Такой конус гарантирует, что при заливке металла форма останется внутри сосуда и не будет разбита. Это станет очевидным из следующего абзаца, где описывается процесс заливки металла в форму. Когда смесь затвердела, прут, поддерживающий модель, вытаскивают и вокруг оставшейся дыры (литника) делают воронку для приёма жидкого металла (рис. 398). При этом надо удалить каждый кусочек материала, упавший внутрь литника. Затем форму помещают на подставку и с помощью горелки Бунзена нагревают до красного каления, чтобы быть уверенным в отсутствии влаги и воска (рис. 399). Теперь форма закончена и готова к приему металла. Остался ещё не ясным вопрос о том, как заставить металл попасть внутрь формы. Если литник мал и мала масса металла, то поверхностное натяжение может помешать металлу пройти внутрь. Кроме того, препятствием является находящийся в форме воздух, удаляемый дантистами при помощи следующего приёма. Форму помещают на металлический диск, в центре которого имеется отверстие, соединённое трубкой с небольшим резервуаром. На трубку надет зажим, запирающий её до тех пор, пока металл не будет расплавлен. К резервуару присоединён маленький ручкой насос, позволяющий уменьшить давление в резервуаре до половины или четверти атмосферного. После того как форма поставлена на диск, металл, находящийся в воронке формы, расплавляют с помощью пая ьной лампы. Когда металл полностью расплавлен, зажим снимают, и так как форма пориста, то воздух устремляется из неё в резервуар, а металл проходит внутрь. Конечно, воздух просачивается вокруг отливки, но это не существенно, так как давление в форме надо уменьшить всего на несколько секунд. Такой метод позволяет получать прекрасные отливки.На рис. 400 показана описанная выше установка, которую нетрудно собрать, воспользовавшись велосипедным насосом и небольшим числом лабораторных деталей.Другой способ заключается в том, что металл загоняют в форму паром. Как и прежде, металл расплавляют в верхней части формы, а затем быстро прижимают к форме большой кусок влажной глины. Образующийся при этом пар заставляет металл пройти внутрь. Когда применяют этот способ, необходимо ставить форму на сетчатую подставку, чтобы воздух, находящийся внутри формы, мог выйти через дно (рис. 401). Можно влить металл в форму, воспользовавшись простейшей центрифугой, состоящей из бруска, вращающегося вокруг вертикальной оси в горизонтальной плоскости. Брусок приводится во вращение пружиной, а подвижная защёлка не позволяет ему начать вращаться раньше, чем будет расплавлен металл. Форма укрепляется на конце бруска так, чтобы литник был обращен к оси вращения. Непосредственно перед литником помешают тигель (маленькое корытце из огнеупорного кирпича или другого подходящего материала) так, что жёлоб тигля примыкает к литнику. Остаётся взвести пружину, положить металл в тигель и нarpеть его с помощью ручной горелки. Когда металл расплавится, освобождают тормоз, брусок приводит во вращение и центробежная сила заставляет металл войти в форму. Необходимо, чтобы дно формы было достаточно прочным, в противном случае оно может не выдержать, и расплавленный металл будет разбрызган по комнате. Этим методом пользуются ювелиры и некоторые дантисты. На рис. 402 показана только что описанная конструкция центрифуги. Отметим, что для отливки детали, модель которой изображена на рис. 394, следовало бы воспользоваться, по-видимому, этим методом, так как требуемое количество металла вряд ли поместилось бы в воронку формы. При отливке по любому из описанных способов такие металлы, как золото, серебро, медь, латунь и т. д., следует во время плавления обильно посыпать бурой, чтобы предохранить их от окисления. Свинец, баббит, припой и другие металлы этого типа можно с той же целью посыпать порошком древесного угля. Модели для приготовления песочных форм. Обычно отливка всевозможных деталей независимо от их размеров и металла, из которого они должны быть отлиты, производится в песочных формах. Для приготовления песочных форм пользуются моделями из дерева или металла.
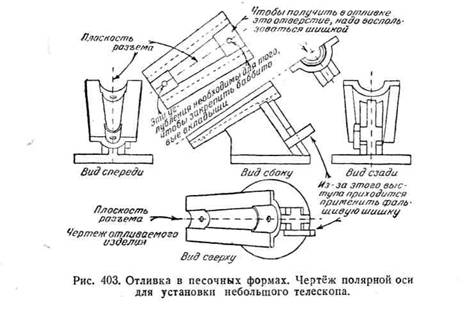
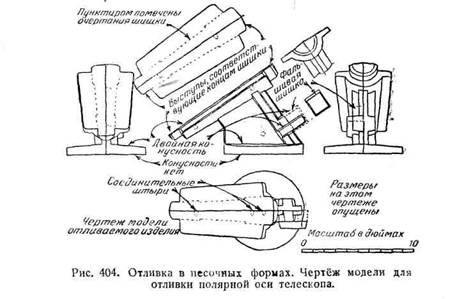
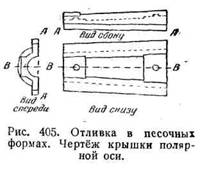
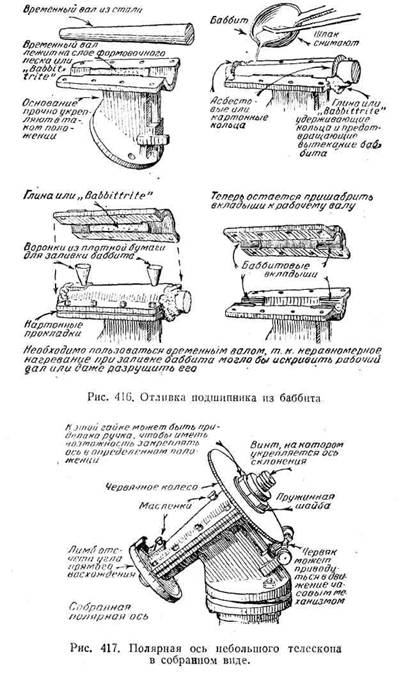
Отливка в постоянных формах, хотя и является существенной, применяется лишь тогда, когда высокая стоимость металлических форм оправдывается большим количеством отливаемых деталей. Прежде чем приступить к изготовлению модели, следует в первую очередь составить точный чертёж отливаемой детали (рис. 403) Затем по этому чертежу изготовляют чертёж модели. Последний может быть выполнен на тонкой бумаге (рис. 404). Чтобы было удобно работать с этим чертежом, следует проставить на нём все необходимые размеры. Для того чтобы проиллюстрировать отливку в песочных формах, на рисунках показан процесс изготовления полярной оси телескопа. Конструкция оси предусматривает заливку баббитом, так как при этом устраняется необходимость зажимать всю ось в патроне токарного станка для её высверливания, — операция, выполнимая лишь на очень большом токарном станке. На рис. 403 и 405 показаны чертежи отдельных частей, а на рис. 416 — полностью собранная ось. Проектируя модель, следует прежде всего выбрать плоскость разъёма формы. Плоскость эта должна быть выбрана так, чтобы обе части модели можно было вынуть из песочной формы. Для этого плоскость разъёма должна проходить таким образом, чтобы все точки отливаемого изделия, будучи нормально спроектированы на неё, оказались внутри сечения или на нём. Если такой плоскости не имеется, то выбирают ту, которая лучше всего удовлетворяет выдвинутому требованию; выступающие же части выполняют с помощью формовочных шишек. Модель также должна разниматься вдоль плоскости разъёма, если только эта плоскость не совпадает с одной из поверхностей отливаемого предмета. В последнем случае модель делают из одного куска (рис. 405). Обычно, однако, модель должна разниматься на две половинки; поэтому мы опишем процесс изготовления детали при помощи модели, разнимающейся на две части. Конструктор вовсе не обязан ограничиваться моделями из двух половинок; но модели, состоящие из большего числа частей, встречаются столь редко, что мы не станем рассматривать их в этой главе, а отошлём читателя к специальным руководствам по литейному делу.
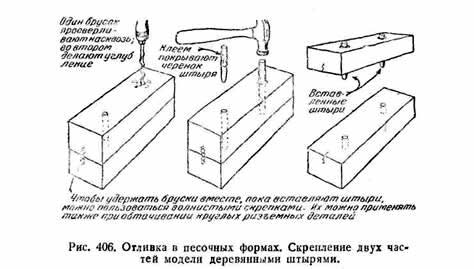
Так как при вытаскивании из песочной формы предмета с параллельными сторонами стенки формы из-за трения разрушаются, то необходимо придавать модели некоторую конусность относительно плоскости разъёма. Для точных работ конусность эта может быть уменьшена до 1/2°, в большинстве же случаев её делают равной 3°. Для круглых предметов с плоскостью разъёма, проходящей через ось, конусность совсем не требуется. Если одна из поверхностей изделия не должна иметь конусности, иначе говоря, если эта поверхность должна быть перпендикулярна плоскости ра:ъёма, то конусность противоположной поверхности следует удвоить (рис. 406).
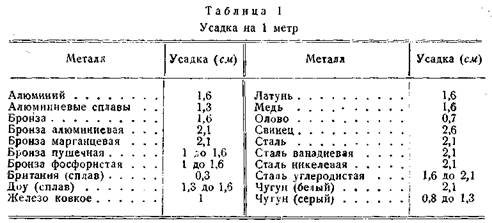
Если одна из частей модели имеет выступ, не лежащий в плоскости разъёма, тр между ним и плоскостью разъёма вставляют отдельную болванку, которую можно вынуть, когда первая половина формы готова. Болванка эта носит название «фальшивой шишки». Объёму, занимаемому фальшивой шишкой в первой половине формы, соответствует равный объём песка во второй половине. Фальшивая шишка также должна иметь конусность. Из приведённого ниже описания процесса изготовления формы станет ясно, чтв фальшивыми шишками следует пользоваться только в одной половине формы. Этой половиной должна быть часть формы, изготовляемая по той половине модели, в которой имеются углубления для штырей, скрепляющих обе половины модели. Так как эга половина формы изготовляется первой, то необходимо, чтобы её можно было уложить на стол плоскостью разъёма и чтобы при этом плоскости разъёма и стола совпали. Если нужно применить фальшивые шишки в другой половине формы, то их следует считать настоящими шишками. О том, как укрепляют шишки и как изютовляют для них шишечные ящики, будет рассказано несколько ниже. Если нужно отлить изделие со сквозным отверстием, то в тех местах, где у отлитого изделия должно быть отверстие, на модели делают выступы. Эти выступы образуют в песке во время формовки углубления, куда помещаются концы шишки, чтобы она не всплыла во время заливки расплавленного металла. Конусность выступов должна соответствовать остальным частям модели. Для шишек следует изготовить отдельные чертежи, учитывающие наличие упомянутых выступов (рис. 405). Шишку формуют отдельно из песка или другого формовочного материал и помещают в форму, для того чтобы получить в отлитом изделии отверстие или внутреннюю полость. Если отверстие не сквозное, то шишка пересекает поверхность изделия только в одном месте и лежит в песке формы только одним концом. При этом необходимо, чтобы выступ на модели, образующий в песке углубление для конца шишки, был достаточно длинным, так как иначе шишка, заделанная одним концом, будет укреплена непрочно. Если такая конструкция невыполнима, то можно сделать у шишки выступы, служащие для неё опорами внутри формы. Такие выступы образуют внутри отлитого изделия пустоты, которые приходится потом заделывать. Другой способ заключается в том, что шишку поддерживают металлическими подставками. Подставки эти, имеющие вид булавок с широкой головкой и изогнутым стержнем, втыкаются формовщиком в песочную форму и в дальнейшем сплавляются с металлом отливки. Небходимо помнить, что подставка должна не только выдерживать вес шишки, но и помешать ей всплыть, когда форма наполнена расплавленным металлом. Так как почти все металлы при затвердевании получают усадку, то размеры модели следует несколько увеличить, чтобы компенсировать усадку. Величина усадки зависит от того, из какого металла изготовляется отливка; в табл. I приведены значения усадки для различных металлов. Приведённые в таблице цифры показывают, сколько сантиметров нало прибавить к размерам модели на каждый метр. Удобно пользоваться усадочными масштабами с делениями большими, чем деления обыкновенного метра на величину усадки. Если по одной модели предстоит выполнить большое число отливок, то обычно, пользуясь деревянной моделью как первичной, отливают рабочую модель из алюминия или другого металла и уже по этой модели изготовляют формы. В этом случае размеры деревянной модели должны быть увеличены с таким расчётом, чтобы учесть как усадку при отливке рабочей модели, так и усадку при отливке изделия. Припуск должен быть равен сумме усадок, получаемых при обеих операциях. При многократном употреблении металлические модели имеют преимущество перед деревянными, так как последние в условиях работы литейной требуют весьма бережного обращения. Кроме того, по одной деревянной модели можно изготовить несколько металлических и одновременно формовать с их помощью большое число форм, снижая этим стоимость продукции. Скорость затвердевания металла в форме зависит от толщины металла. Так как наибольшая усадка происходит в момент затвердевания, то очевидно, что неодинаковая толщина металла может повлечь некоторое коробление отливки. По этой причине модели обычно стараются сконструировать так, чтобы толщина их была возможно более равномерной. Конечно, если на больших отливках, когда масса металла велика, имеются маленькие выступающие приливы, то коробление несущественно. Тем не менее при конструировании моделей необходимо позаботиться о том, чтобы толщина металла была повсюду равной. При остывании расплавленного металла усадка не обязательно происходит монотонно, по мере того, как падает температура. Так, например, белый чугун при остывании получает вначале некоторую усадку, потом несколько расширяется и затем продолжает уменьшать свои размеры. Серый чугун расширяется дважды, а фосфористый чугун — трижды. Таким образом, если отливка имеет неодинаковую толщину, то в то время пока одна часть её получает усадку, другая может расширяться. В результате отлитое изделие находится под действием внутренних напряжений, которые могут его разрушить. Именно по этой причине штурвалы вагонных тормозов делают с изогнутыми спицами. Если бы спицы были прямыми, то внутренние напряжения, создаваемые в результате неравномерного остывания толстой втулки и тонкого обода, могли бы разрушить колесо. Изделия, отлитые из таких чистых металлов, как алюминий, медь, олоро или цинк, могут иметь почти любую толщину. Иначе обстоит дело при отливке изделий из сплавов, особенно если температуры плавления металлов, входящих в состав этих сплавов, сильно отличаются друг от друга. Если охлаждение сплава идёт медленно, то за время охлаждения в нём успевают вырасти большие кристаллы. Некоторые металлы, входящие в состав сплавов, могут выкристаллизовываться, придавая хрупкость толстым отливкам из сплава и рассыпая в них целые гнёзда кристаллов. Лучше всего, повидимому, отливать из сплавов детали толщиной от 5 до 8 мм, но и толщина в 3 мм не является предельной. Отливки из всех металлов (как чистых, так и сплавов) нужно выполнять настолько толстыми, чтобы металл успел заполнить все части формы прежде, чем начнётся процесс затвердевания. Однако требование это не слишком жёстко, так как хороший формовщик может устроить литник с таким расчётом, чтобы форма была заполнена до того, как металл застыл. Деревянные модели изготовляют из белой сосны, сахарной сосны или красного дерева. Дерево, идущее на изготовление моделей, не должно иметь сучков и должно быть хорошо высушено. Если модель состоит из двух кусков (не считая фальшивых шишек), то оба эти куска должны быть скреплены между собой так, чтобы формовщик мог разнять и вновь соединить их. При изготовлении модели лучше всего сначала обработать плоскость разъёма вместе со скрепляющими шипами. Для скрепления частей разъёмной модели можно пользоваться деревянными штырями или специальными штифтами с гнёздами (рис. 406 и 407). Изготовление моделей принципиально ничем не отличается от обычной практики деревообделочного производства. Для скрепления отдельных частей модели можно пользоваться клеем и всеми известными приёмами соединения деревянных деталей при условии, что полученная модель будет иметь желаемую форму. Внешние поверхности модели должны быть совершенно гладкими. Любая шероховатость или неровность поверхности приведёт к тому, что формовщик при освобождении модели из формы вынужден будет сильно постукивать по модели. В результате форма и, следовательно, отливка будут иметь большие размеры, что проектировалось. Особенно гладкими должны быть те места, где модели придана конусность. Каждая часть разъёмной модели, а также фальшивые шишки снабжаются специальной пластинкой, которая вделывается впотай со стороны плоскости разъёма (рис. 408). Пластинки эти предназначены для вынимания модели из формы; они могут быть приобретены в скобяной лавке. Каждая пластинка имеет отверстие для стержня, осторожным постукиванием по которому освобождают модель от прилипшего песка, и отверстие, куда ввинчивается ручка для вынимания модели из формы. Установлено, что при изготовлении отливок острые углы, внутренние и образованные внешними поверхностями, являются источником всевозможных неприятностей. Острые края формы могут осыпаться, а если отливку и удаётся изготовить, то действующие в ней внутренние напряжения могут разрушить её вдоль этих углов. Чтобы избавиться от подобных неприятностей, принято углы закруглять. Можно сразу изготовить модель с закругленными углами, но легче сделать закруглённый переход из воска. Прежде чем пользоваться воском, спрессованным в ленту нужного профиля, модель покрывают шеллаком; затем ленту, нарезанную на куски необходимой длины вдавливают в угол с помощью горячего инструмента с шариком на конце (рис. 409).
Изготовляемые для закругления углов ленты имеют различный размер, так что радиус закругления можно выбрать по желанию. Точно так же можно приобрести или изготовить подходящего размера инструмент для вдавливания ленты. После того как углы модели закруглены, её вновь покрывают шеллаком. Если модель предназначена для изготовления только одной формы, то закруглённый переход можно сделать из наиболее твёрдых сортов пластилина или пластицина. Эги материалы хорошо пристают к покрытий шеллаком модели, а нужный профиль им можно придать пальцами или с помощью деревянного инструмента, после чего их следует покрыть шеллаком. Для закругления углов больших моделей пользуются кожаными лентами различных размеров. Эти ленты приклеивают непосредственно к деревянной модели, обрабатывают наждачной бумагой и затем покрывают шеллаком.
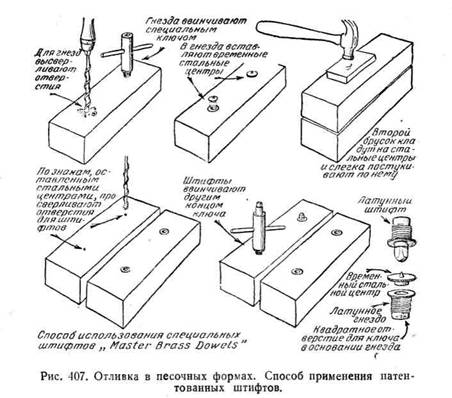
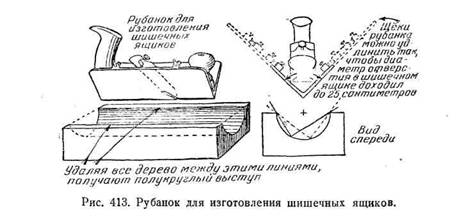
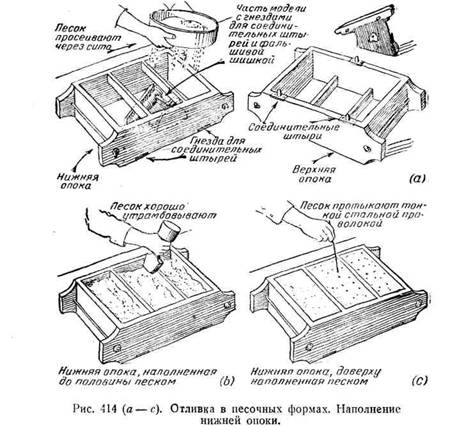
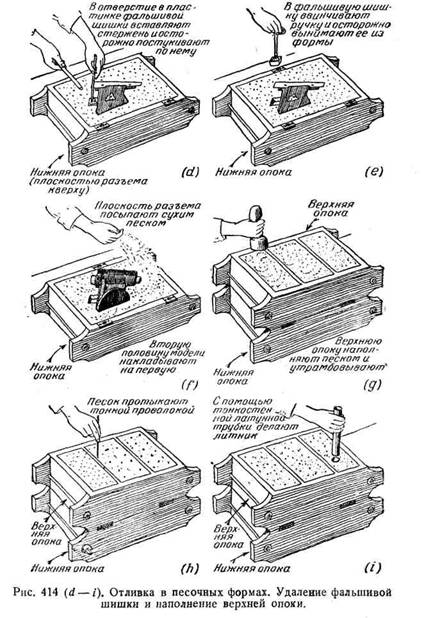
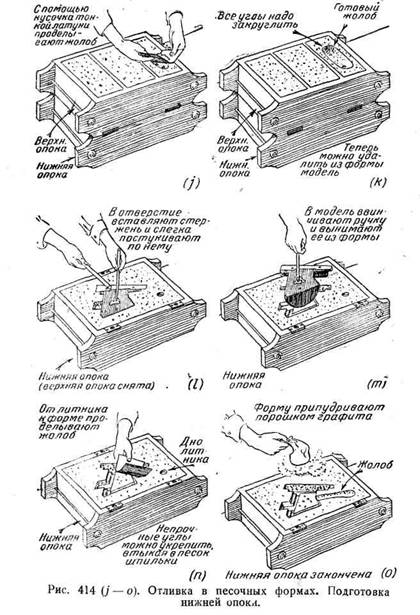
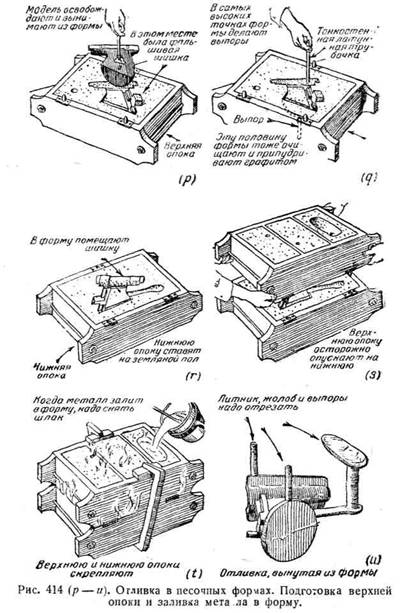
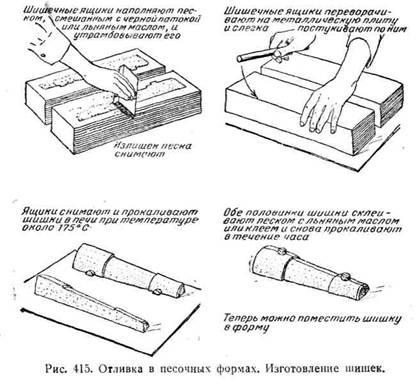
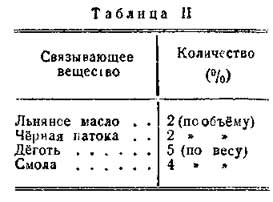
Если при отливке изделия шишки не применяются, то всю модель покрывают чистым шеллаком; если же шишки применяются, то модель покрывают темночёрной смесью шеллака с сажей (смесь эта хорошо растворяется в спирту), а выступы, соответствующие концам шишки, покрывают чистым шеллаком или окрашивают в красный цвет. Такая разноцветная окраска сразу показывает формовщику, где должна лежать шишка (рис. 410). (В СССР выступы («знаки») принято красить чёрной краской; цвет же модели по называет, для какой отливки модель предназначена: красный — для чугуна, синий — для стали, жёлтый — для цветных металлов. Прим. пер.) Если отливка требует применения шишек, то сразу же возникает вопрос об изготовлении шишечных ящиков. Последние представляют, по существу, деревянные формы для формовки шишек. Требования относительно конусности и усадки остаются для них теми же, что и при изготовлении моделей. Цилиндрические шишки формуют в разъёмных ящиках, состоящих из двух половин. Плоскость разъёма в этом случае не имеет никакого отношения к плоскости разъёма модели. Соединять обе части шишечного ящика не требуется, так как обе половины шишки формуются отдельно и склеиваются после прокаливания. Если обе половины шишки одинаковы, то изготовляют только одну часть шишечного ящика. Если же шишки цилиндрические, то изготовлять самим ящик вообще не 'нужно, так как большинство литеен имеет запас готовых ящиков или даже шишек. Шишечные ящики, как правило, изготовляют из прочных сортов дерева, и часто изготовить их бывает сложнее, нежели самую модель (рис. 412). Показанная на рисунке шишка изготовлена из двух половин потому, что поверхность формы, соприкасающаяся с горцами шишки, имеет конусность. Если бы выступам модели не была придана конусность, то шишку легко можно было бы изготовить целой. Шишечные ящики делают из сахарной сосны или другого, легко обрабатываемого и не имеющего сучков дерева. Как и модели, их покрывают шеллаком. Отметим ещё один важный момент: так как модель намечает в форме только концы шишки и так как шишка может быть несимметрична, то полезно делать концы шишки разными, чтобы формовщик был вынужден поместить шишку внутрь формы только в нужном положении. Весьма интересен применяемый уже много лет способ изготовления шишечного ящика для цилиндрических шишек. Для этой цели пользуются специальным рубанком, щёки которого составляют межту собой угол в 90°, а режущие кромки ножа совпадают с плоскостями щёк. На поверхности болванки, предназначенной для изготовления шишечного ящика, проводят две параллельные линии и с помощью рубанка выним ют между ними весь материал, какой можно удалить, не затрагивая линий. Если угол между щеками рубанка равен 90°, то автоматически получается полукруглый выем (рис. 413). Такой рубанок может быть использован также для получения конического выема. Отливка в песочных формах. Чтобы изготовить форму, формовщик поступает следующим образом. Прежде всего он разнимает модель, укладывает на стол плоскостью разъёма вниз ту часть модели, в которой нет соединительных штырей, и ставит на место фальшивые шишки. Поверх этой части накладывается деревянная или металлическая рама — нижняя опока. Нижняя и верхняя опоки образуют прямоугольный "ящик для песочной формы. Ящик этот не имеет ни дна, ни крышки, но внутри его находятся поперечные планки, помогающие удержать песок. В бортах нижней опоки имеется три гнезда, куда входят три соответствующих штыря верхней опоки [рис. 414 (a)]. Такая конструкция даёт возможность легко составлять и разнимать опоки. После этого формовщик насыпает через сито или решето формовочный песок до половины нижней опоки. Формовочным песком служит смесь чистого песка и небольшого количества глины; иногда добавляют немного измельчённого в порошок древесного угля или графита. Формовочный песок смачивают до тех пор, пока на зажатой в руке горсти песка не останутся отпечатки пальцев и весь комок не станет достаточно прочным. Слишком обильно смачивать песок не следует: он должен просыпаться через сильно встряхиваемое сито с ячейкой около 1/4". Формовочный песок используют много раз, добавляя лишь некоторое количество свежего, чтобы восполнить неизбежные потери. Когда нижняя опока до половины наполнена, песок осторожно утрамбовывают вокруг модели с помощью деревянного инструмента, имеющего форму двойной лопатки, один конец которой — плоский, а другой имеет вид усечённого тупого клина [рис. 414(b)]. После этого добавляют новые порции песка, пока нижняя опока не будет заполнена до краёв хорошо утрамбованным песком. Затем песок протыкают во многих местах тонкой проволочкой, чтобы облегчить выход пара и газов, образующихся при заливке расплавленного металла в форму [рис. 414 (с)]. Потом нижнюю опоку целиком переворачивают, кладут на стол плоскостью разъёма кверху и вынимают фальшивые шишки, как показано на рис. 414 (d) и (е). Вторую половину модели накладывают на первую так, чтобы соединительные штыри .вошли в гнёзда. Чтобы обе половины формы не слиплись, плоскость разъёма формы посыпают сухим песком [рис. 414(f)]. Затем верхнюю опоку ставят на нижнюю, наполняют её песком и утрамбовывают так же, как это делали с нижней опокой [рис. 414(g)]. Так же, как и в нижней опоке, песок протыкают тонкой проволокой, как показано на рис. 414(h). В том месте, где под слоем находящегося в опоке песка нет модели, проделывают лить ик, проходящий чуть дальше плоскости разъёма. Проделывают его с помощью куска тонкостенной латунной трубки, осторожно втыкая её в песок и удаляя затем вместе со штабиком песка [рис. 414(i)]. Литник диаметром около 25 мм достаточен для отливок весом от 5 до 50 кг. Удобно проделывать литник не сразу, а вытаскивая за раз слой песка толщиной около 25 мм. Нельзя устраивать литник упирающимся непосредственно в модель, так как в этом случае форма могла бы быть повреждена заливаемым металлом. Вокруг отверстия литника делают углубление для заливки расплавленного металла [рис. 414 (j) и (k)]. Верхнюю опоку осторожно снимают с нижней и кладут рядом, плоскостью разъёма кверху. В отверстие пластинки, вделанной в плоскость разъёма нижней половины модели, вставляют стержень и слегка постукивают по нему со всех сторон, чтобы освободить модель от прилипшего песка [рис. 414(l)]. Затем во второе отверстие пластинки ввинчивают ручку и осторожно вынимают модель из формы [рис. 414 (m)]. В плоскости разъёма проделывают жёлоб от литника к форме. Литник не делают сообщающимся непосредственно с формой, потому что падение тяжёлого металла прямо в форму может испортить её, горизонтальный жёлоб устраняет эту опасность [рис. 414 (т) и (n)]. Необходимо внимательно осмотреть форму, чтобы выявить все неисправности и осторожно подправить повреждённые углы и края с помощью стальных формовочных инструментов. Комочки песка, упавшие внутрь формы, вычищают мягкой щёткой или сдувают мехами. Форму припудривают порошком графита, встряхивая над ней наполовину наполненный графитом полотняный мешочек [рис. 414 (о)]; часто графит наносят на поверхность формы с помощью мягкой кисти из верблюжьей шерсти. При отливке изделий из стали и чугуна припудривание графитом делает поверхностные слои изделия очень твёрдыми. Такое припудривание имеет целью сделать поверхность формы более твёрдой и частично заполнить промежутки между зёрнами песка. Из верхней опоки модель вытаскивают таким же способом, как из нижней [рис. 414 (р)]. Если отливка очень велика или имеет сложные очертания, то в верхней опоке проделывают один или несколько выпоров. Единственное отличие выпоров от литника состоит в том, что выпоры делают в наиболее высоко поднятых частях формы. В формах сложного очертания выпоры образуют выход для находящегося в форме воздуха. В больших формах выпоры служат для улавливания подымающегося на поверхность шлака и резервуарами для непомещающегося в форму металла, который снова стекает в форму по мере того, как остывает и получает усадку отливка [рис. 414 (q)]. Теперь можно уложить в форму шишки и составить верхнюю и нижнюю опоки. Если форма предназначена для тонких отливок из сплавов, то предварительно следует прогреть обе половины формы с помощью ручной горелки. Делают это с целью испарить находящуюся у поверхности формы воду. В противном случае эта вода может охладить металл прежде, чем вся форма будет заполнена. Процесс изготовления шишки заключается в следующем. Шишечные ящики наполняют смесью крупного песка со связывающим веществом, утрамбовывают и снимают излишек песка, проводя по плоскости разъёма ящика краем ровной пластинки. Перевернув шишечные ящики на лист металла и слегка постукивая по ним, освобождают обе половины шишки и потом отжигают их в печи в течение нескольких часов. Затем половинки склеивают между собой смесью, из которой они сделаны, или клеем и снова отжигают (рис. 415). Для изготовления шишек применяют чистый кварцевый песок, просеянный через сито № 50, но задержанный ситом № 70. В качестве связывающих может служить большое количество веществ, полный список которых читатель найдёт в руководствах по литейному делу. Наиболее доступные из этих веществ приведены в таблице II, где указано также, какое количество их должно быть взято.
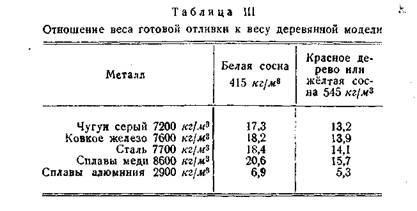
Если в качестве связывающего вещества взято льняное масло, то шишки отжигают в течение полутора часов при температуре 220°С. Если пользуются другими связывающими веществами, то прокаливание ведётся в течение полутора часов при 175°С. Наиболее прочные шишки получают, когда пользуются льняным маслом; смола и дёготь дают наименее прочные шишки. Тонкие, ломкие шишки часто укрепляют железной проволокой. Если шишка очень велика, то необходимо, чтобы газы, образующиеся в ней при заливке металла, имели выход, так как в противном случае они могут раздуть отливку. Чтобы этого не случилось, в песок, идущий на изготовление шишек, вкладывают полоски воска. Когда шишки прокаливаются, воск вытекает, оставляя отверстия для выхода газов. Готовую шишку помещают в форму и составляют опоки. Нижняя и верхняя опоки должны быть прочно скреплены, чтобы заливаемый металл не мог поднять верхнюю опоку и вытечь через образовавшийся зазор. После этого форма готова для заливки металла [рис. 414 (r), 414 (s) и 414 (t)]. Когда требуется изготовить большое число одинаковых отливок, пользуются шпунтовыми досками. Доски эти имеют штыри и гнёзда, соответствующие штырям и гнёздам верхней и нижней опок. Гнёзда ольой доски соответствуют штырям верхней опоки, штыри другой — гнёздам нижней опоки. Обе половины модели постоянно укреплены на своих досках в таком положении, чтобы была обеспечена правильная сборка формы. Таким образом обе половины формы изготовляются отдельно. Изготовлять их могут разные рабочие, и нет необходимости собирать форму до момента заливки металла. Если имеются металлические модели, то на каждой доске можно укрепить по нескольку штук и обеспечить таким образом одновременную отливку множества изделий. Расплавленный металл вливают в форму осторожно. Предварительно следует снять шлак и накипь, образующиеся на поверхности находящегося в ковше или тигле металла. Если металл имеет достаточно низкую температуру плавления, позволяющую использовать железный сосуд, то можно воспользоваться чайником, у которого носик сообщается с нижней частью. В этом случае при заливке металла в форму плавающий шлак и окислы останутся внутри чайника. Если форма вмещает большое количество металла, то рабочий, обычно, размешивает в ней метал, погружая в выпор железный прут и двигая его вверх и вниз. Благодаря размешиванию, находящийся в выпоре металл не затвердевает до тех пор, пока не затвердеют внешние слои отливки. Когда центральные части отливки получат усадку, металл, находящийся в выпоре, опускается внутрь формы, препятствуя образованию усадочной раковины в верхней части отливки. Обычно выходящие из формы газы быстро сгорают; если же горение у плоскости разъёма формы продолжается слишком долго, то нужно залить пламя водой, чтобы предотвратить полное обугливание опок. Обычно большие отливки оставляют остывать на всю ночь. Меньшие отливки можно извлекать из формы немедленно. Иногда, при изготовлении инструментов, небольшие отливки извлекают из форм ещё нагретыми до красного каления и погружают их в воду. Образующийся при этом пар сдувает песок с поверхности отливки и даже выдувает из неё шишки. Полученные таким образом отливки оказываются совершенно чистыми. Когда отливка вынута из формы [рис. 414 (u)], нужно обрубить литник, выпоры и жёлоб. После этого отливку можно обработать на станке или другим способом. Часто нужно, прежде чем сдать заказ в литейную, оценить вес готовой отливки. Для того чтобы сделать такую оценку, достаточно взвесить модель и умножить её вес на коэффициент, показывающий отношение удельного веса металла отливки к удельному весу материала модели. При этом, разумеется, необходимо учитывать наличие шишек. В таблице III приведены некоторые из этих коэффициентов. Если отливка изготовляется самой лабораторией, то нужно помнить о том, что литники и выпоры увеличивают количество металла, необходимого для изготовления отливки. Литейная не включает этот металл в стоимость отливки, так как литник и выпоры идут снова в дело. Баббиты состоят в основном из сплава свинца и олова с некоторым количеством сурьмы, достаточным для того, чтобы при застывании металл несколько расширялся. В продаже имеется много сортов баббита с различными свойствами. Некоторые из них пригодны для изготовления подшипников, рассчитанных на большое число оборотов; некоторые предназначены для производства подшипников, способных выдержать большую нагрузку. Подшипники из баббита отливают обычно в каком-либо держателе так, что баббит образует вкладыши. Иногда такие подшипники отливают в виде сплошной втулки, которую потом просверливают и подгоняют по размеру вала. Чаще, однако, их отливают из двух половин, пользуясь при отливке временным валом. Для многих целей такие подшипники достаточно хороши без последующей обработки. Если же от подшипников требуется точность, то после отливки их необходимо пришабрить по валу. При отливке подшипников всегда нужно пользоваться временным валом, так как горячий баббит может испортить вал. На рис. 416 показан способ отливки разъёмного подшипника.
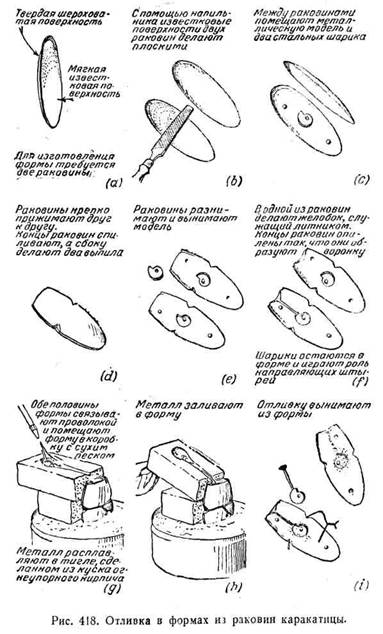
Отливка в формах из раковин. Остаётся ещё один метод отливки изделий, который может оказаться полезным в лабораторных условиях, — отливка в формах из раковин каракатицы. Достоинства этого метода заключаются в его простоте и быстроте изготовления отливки: изготовление и заливка формы отнимают около получаса. Однако отливаемое изделие не может иметь толщину более 6 — 7 мм, ширину более 40 мм и длину более 75 мм. Модель должна быть металлической, так как она подвергается давлению. Конусность может быть весьма мала или даже совсем отсутствовать. Не должно быть шишек. Рис. 418 даёт ясное представление об этом методе. Мягкая известковая поверхность раковины весьма податлива и сохраняет очень чёткий отпечаток любого вдавленного предмета. Если нужно вдавить толстую модель, то легче всего сделать это в несколько приёмов, очищая каждый раз отпечаток от раздробленного материала. Раковина выдерживает весьма высокую температуру ;и достаточно пориста, чтобы находящийся в форме воздух имел выход наружу. |





![]()